
jit丰田管理_jit丰田
1.jit与丰田看板管理的关系
2.丰田jit管理论文
3.浅谈精益生产(一):丰田生产方式(TPS)的疑案之一
1 JIT生产的内涵
JIT生产是日本丰田汽车公司根据自身的特点,逐步创立的一种独特的多品种、小批量、高质量和低消耗制造模式的生产方式。JIT生产的基本原理来源于超级市场以需定供的管理方式,即供方依据订货传票(看板)的要求,在规定的时间将货品配送到需要的地点。也就是只在“需要的时间,供应所需要品质和数量的产品”,具体地说就是每一个阶段加工或供应产品的品质、数量和时间由下一阶段的需求确定。因此JIT生产是指在生产组织的各个层面上,用通用性强、自动化程度高的机器设备,以不断降低成本、无废品和零库存为目标的一种生产方式。简而言之是在面对不断变化的市场,以尽可能低的成本,按照所需的数量,以完美的质量为顾客提供所需的产品和服务,最大程度地满足顾客需求。
JIT生产的核心是消除一切浪费,其实现途径就是通过实现“零库存”目标。JIT生产方式的精髓在于:它是一种持续改善的思想体系,其焦点是杜绝一切浪费,它以尽可能低的成本和尽可能高的质量对顾客做出尽可能快的反应,从而提升企业的竞争能力。JIT的实施过程就是对生产过程永无休止的持续改善,通过增加利用效率,消除各种浪费,减低企业成本,并提供满足市场需求的优质服务,达到企业增加利润及提升核心竞争力的目的。
2 JIT生产模式的相关活动
根据JIT生产模式的实施条件和原理,将其相关活动分为五个层面,同时在每个层面下又有不同的具体活动项目(不同企业有所不同),如图1所示。
2.1 消除浪费
JIT生产的出发点是最大限度地降低浪费,进行不断的改善。浪费是指不能创造附加值的所有活动。企业中常见有七种浪费现象:过量生产的浪费、停工待料的浪费、搬运方式的浪费、加工本身的浪费、库存的浪费、动作的浪费和制造废次品的浪费。
杜绝浪费的根本途径就是使生产的数量与销售的数量一致。如果按传统的加工顺序从前面工序到后面工序地安排生产的话,生产效率越高的工序,如果其节奏与后面工序不适应,则产生的制造过剩的浪费也越多。所以JIT生产把传统的由前向后的零部件移送方式颠倒过来,改按订货方式由后面工序向前面工序提出订货要求,前面工序只在必要时按必要的数量,提供必要的产品。用户需要多少,就供应多少,实现了“零库存”,不会占用流动资金;用户不需要的商品,就不生产,可避免商品积压、过时、变质,也可免去装卸、搬运以及库存等费用。
2.2 生产策略
零库存是JIT生产模式的核心之一,只有确保“零缺陷”才能实现JIT生产所追求的零缺点和零库存的目标。JIT生产模式要求供、产、销各环节实现零缺点和零库存,这就要求生产经营各环节相互协调,运行流畅,保证高质量。由于生产过程的各项活动之间都有密切联系,所以某一环节的缺陷将使生产造成混乱,并引起连锁反应,使适时生产系统崩溃,其损失无法估量。所以,在企业应实施JIT生产时,即发动全体员工积极参加,从供应商的选择开始,到产品的设计、生产流程的确定、产品的生产、销售,各阶段都要加强质量管理,通过相关人员的自我控制,实现缺陷的实时消灭,从而实现生产经营过程的零缺陷。
2.3 全面质量管理
全面质量管理是JIT生产系统的重点。由于实施JIT生产模式会导致企业在制品和产成品存货水平的大幅下降,在这种情况下,大批次品的出现很可能使企业生产停顿,延误产品交货时间,给企业造成不必要的损失。
全面质量管理主要包括建立质量保证体系:在方面,重视原材料和外购件的质量保证,慎重选择供应厂商;在设计方面,运用JIT管理体系要求设计的产品具有很强的柔性;在人员上,强调人的工作质量和对产品质量的责任感;在加工过程中,重视质量过程控制。只有在全面质量管理的作用下,才能在JIT系统的每个环节上把好质量关,使之尽力做到“零缺陷”,才能实现“零库存”。
2.4 员工参与
JIT理论认为企业最宝贵的财富不是机器厂房,也不是产品,而是在生产一线的员工。员工是企业发展的智慧之源。只有一线员工在其操作中达到了要求,系统才能真正实现其功能;只有每个员工发挥其创造才能,整个系统才能获得真正的动态应变能力和自我改善能力。如果员工对JIT生产并不了解,不积极参与到生产活动,不发挥自己的自主精神,不参与到企业的改善活动中去,生产中的问题就得不到暴露和解决。 JIT生产模式的成功秘诀在于“全员参与”,它的重要特征之一就是改善无止境。为此,企业对提高员工素质的各方面培训投入了大量精力。团队合作,一岗多能,一人多机都成为一线员工必备的技能。JIT生产模式正是通过组织的运行和员工的高度能力实现系统的整体柔性。
2.5 供应商参与
JIT生产模式不只是企业的事,也是离不开供应商的积极参与。供应商的参与,不仅体现在准时、按质、按量供应制造商所需要的原材料和外购件上,而且体现在积极参与制造商的产品开发设计过程中。与此同时,生产商有义务帮助供应商改善产品质量,提高劳动生产率,降低供货成本。
供应商参与也就是意味着新产品/技术的共同开发、数据和信息的交换、市场机会共享和风险共担。在实施JIT生产的环境下,生产商选择供应商不再是只考虑价格,而是更注重选择能在优质服务、技术革新、产品设计等方面进行良好合作的供应商。供应商为生产企业的生产和经营供应各种生产要素(原材料、能源、机器设备、零部件、工具、技术和劳务服务等)。供应者所提供要素的数量、价格,直接影响到企业生产的好坏、成本的高低和产品质量的优劣。
3 JIT生产模式对物流的要求
JIT是一种以市场需求为核心的“拉动式”管理体系,这一观念的确立可以促使企业按市场规律办事,严格按客户需求组织购、运输、流通加工、配送等活动。因此根据JIT生产模式的特点,从物流的功能角度去分析JIT生产模式对物流的要求。
3.1 包装的要求
JIT生产模式对原材料和外购件的包装提出了特定的要求。良好的包装不仅可以减少装货、卸货对人力的需求,而且使原材料和外购件的运输和接收更为便利。最理想的情况是:对每一种原材料和外购件,用标准规格且可重复使用的容器包装,既可提高运输效率,又能保证交货的准确性。
jit与丰田看板管理的关系
JIT(Just In Time)是首先由日本公司——主要是丰田汽车——提出和实施,美国研究、总结、推广的一种精益生产(Lean Production)管理理念。由于日式企业,包括丰田、铃木、本田等众多的汽车生产商,在生产管理中大量运用JIT生产管理方式,在JIT推行方面有大量成熟的经验。
通用汽车源用美国,美资企业的传统优势在于大批量、快节奏的生产方式,生产线的建设布局(主要考虑物料配送、上下游工艺交接的便利)也不同于日资企业,随着JIT思想在制造行业的推广,日资以外企业也在学习和改善自己固有的生产方式。更重要的是,随着信息化技术的提升,传统大批量生产方式中存在的质量控制、均衡混流排产、物料准时配送等难题已经得到良好改善,而且快节奏的生产节拍成为美资企业的优势(JPH要高于日式企业)。
丰田jit管理论文
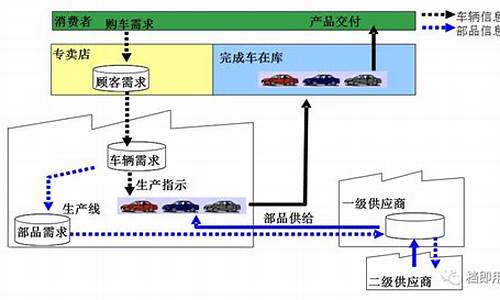
丰田公司很早就开始考虑根据顾客实际需求的“拉式”存货制度,取代传统的预测顾客需求的“推式”制度。 而“拉式”存货制度实际上就是JIT的理想状态: 在顾客(包括生产流程中下一步骤的“内部顾客”)需求时才提供所需要数量的东西,即追求零库存。
但由于汽车制造业的特殊性,零库存只是一种理想化状态,于是丰田公司取了折中的办法,使用拉式补充制度——看板管理。
看板管理是一种控制生产活动的信息系统
看板管理,是指在生产流程中的前一道工序使用零部件后将附在零部件箱子上的卡片式的订货单“看板”取下,然后定时将该纸片返送回后一道工序作为下一次订货信息的方法。利用这种方法,使得导致成本提高的零部件库存减少甚至接近于零,从而实现了较高的生产率。简而言之,看板管理就是对生产过程中各工序生产活动进行控制的信息系统。
而看板管理所借助的工具——看板,不过是一张装在透明塑料袋内的卡片。利用它,各现场的负责人将各自的作业内容写在上面,挂在工作场地,使每一个作业者都能够一目了然。
看板的种类
经常被使用的看板主要有两种:
1.取料看板。它主要标明了后道工序应领取的物料的数量、型号、时间等信息。
2.生产看板。它主要显示着前道工序应生产的物品的数量、型号、供应时间等信息。
随着时代的变化,看板也在改变,现在,看板正在向使用IT技术的数字化信息的电子看板转变。电子看板在使用原则上和原来的卡片式看板是一致的,但是工作效率提高了许多。
浅谈精益生产(一):丰田生产方式(TPS)的疑案之一
JIT(Just In Time)生产方式起源于日本丰田汽车公司,这是一种诞生于日本的低成本,高质量的柔性生产方式。下面是由我整理的丰田jit管理论文,谢谢你的阅读。
丰田jit管理论文篇一
JIT管理方式应用研究
摘要:JIT(Just In Time)生产方式起源于日本丰田汽车公司,这是一种诞生于日本的低成本,高质量的柔性生产方式。JIT生产方式的基本理念为:在需要的时间,按需要的量,生产需要的产品。上世纪后半期,制造业迈入一个崭新的时代,以单一品种的大规模生产方式已不能满足新市场的要求,市场需求进入多样化,此阶段迫切需要一种新型的生产方式,即小批量,多品种,低成本,高品质的生产方式。
随着中国经济融入世界经济一体化,中国制造的产品越来越多地进入国际市场,全球化市场经济为企业带来机遇的同时也带来了激烈的市场竞争。为了增强企业竞争力,一味地压低材料成本已经很难实现企业利润最大化,这时,一种新型的生产模式---JIT生产方式的出现为企业创造了新的竞争优势。
关键词:JIT生产方式,JIT购,供应商,零库存
中图分类号: F253.4文献标识码: A
20世纪80年代以来,随着全球市场需求的多样化,对产品的质量,价格,性能等要求变得更高,产品的开发周期缩短,市场应变更灵活,在此背景下,JIT生产方式的出现大大满足了市场变化的新需求。全球各国,各行各业都对JIT生产经营方式进行探索和研究,并对其实施现场考察,理论联系实践,经过全面提炼 总结 ,得出精益生产方式(Lean Production)。
精益生产,顾名思义,所表达的生产经营理念即为消除浪费,节约。将其理论运用于整个供应链过程,即从接受客户订单,安排生产,制定原材料购,国内外货物运输,直至货物交付的整个流程。同时,精益生产还运用于企业全面管理。近几年来,我国的汽车工业,电子工业,机械工业,电气工业等生产制造企业中广泛应用JIT管理方式,提高了生产效率,获得了显著效果。JIT生产与管理方式提高了企业的经济效益,企业在降低运营成本的同时,还获得了丰富的生产运营管理 经验 ,JIT生产方式得到了广泛的推广和运用。
1. JIT生产方式的目标
JIT生产方式的最终目标是企业获取最大利润,实现零浪费,任何生产活动不会为企业带来效益即为浪费,具体可以概括为以下几个方面:
1.1零库存
零库存管理是企业供应链管理的关键,就制造业而言,是指在生产过程中,消除原材料,半成品,成品的在库时间;减少无效动作时间,如减少搬运动作、搬运次数,减少如缺料产生的等待时间;按订单生产,有效控制企业产品库存。
1.2零缺陷
企业应以质量为中心,实行全员参与管理。企业全面质量包括产品质量,服务质量,成本质量,质量管理贯穿于生产的全过程,为了提高客户满意度,消除缺陷,减少浪费,企业需建立完善的质量保证体系。生产过程中发生问题需立即停止生产,使问题充分暴露,对问题进行分析,改善,久而久之,生产中存在的问题就不断减少,产品质量不断提高。
2. JIT购
2.1JIT购的优点
2.1.1降低企业原材料库存,提高库存周转率
实行JIT购可以逐步减少企业原料库存,减少流动资金的占用,加速流动资金的周转,从而降低材料库存成本。同时,JIT购要求企业对供应商进行全面科学的管理,JIT模式下的购对供应商要求更严谨,反应更迅速,质量要求更严格,实施JIT购极大地提高了企业自身和供应商的管理水平。
2.1.2降低企业质量成本,提高购物料的质量
企业实施JIT购可以使所购材料的质量成倍提高,据调查,JIT购可降低企业质量成本,质量成本是权衡和优化企业质量管理的一种手段,JIT购要求把质量责任归于供应商,同时,由于所购材料质量的提高以及材料质量成本的降低,为企业节省提供了良好的运作环境。
2.1.3揭露生产过程中存在的问题,提高企业生产效率
JIT购认为,过高的库存不但增加了企业的库存成本,减缓企业
现金流,而且还掩盖了企业生产管理过程中的种种矛盾,生产中的问题得不到解决,必将阻碍企业的发展,降低企业生产效率。JIT购方式通过降低原材料库存,不断揭露生产过程中所产生的问题,使其从根源上得到解决,以此提高企业生产效率。
2.1.4要求供应商准时交货,提高生产的连续性和稳定性
要求供应商准时交货,是JIT购的又一重要特性。首先,为了
保证交货准时化,供应商需提高自身企业生产的稳定性,不断提高产
品质量,从而避免生产不稳定和产品质量问题造成交货延迟。其次,
企业需持续对供应商生产管理过程进行改善,要求供应商同样用JIT
管理模式,与客户步伐一致,实现共赢。
2.2JIT购存在的问题
2.2.1购价格问题
JIT购更多地取单一供应商供货方式,导致原材料购成本依
附于供应商,不利于企业管控购价格,给企业购成本管理带来了
相应的风险。
2.2.2质量问题
JIT购供应源单一,并免去进料检验,供应商直接把原材料送至
生产线,供方产品一旦出现质量问题,企业的产品也会受到影响。
2.2.3信息泄露
JIT购涉及与供应商信息分享,企业与供应商合作过程中,供应商会知道一些企业内部的重要信息,如公司产能,生产数据,产品技术等,这些信息在与供应商合作过程中存在一定的内部信息泄露风险。
2.2.4库存问题
无论是企业还是供应商,都会由于异常情况出现生产停线,在JIT购过程中,如果供应商停产,会导致企业生产缺货;如果企业生产停线,供应商库存以及企业半成品库存都会增加。
2.2.5供应商合作问题
JIT购管理将库存成本压力转移给供应商,企业库存成本压力相对较小。供应商在承担成本压力的环境下会逐渐对企业合作失去兴趣,从而使企业处于被动地位,不利于企业与供应商的长期合作。
3. JIT购与大批量购的比较
3.1供应商选择
在供应商选择方式上,JIT购选择较少供应商,甚至是单一供应商,企业与供应商关系稳定,购物料的质量也相对稳定。传统的大批量购选择较多的供应商,而且还经常变更供应商,企业与供应商的合作关系不牢固,所购物料的质量问题也颇多。
3.2供应商交货方式
对于供应商交货方式,JIT购方式是由供应商自行安排出货,企业购人员不需要花费大量时间与供应商沟通安排出货,这大大缩短了购员的工作量,提高了工作效率,并能确保交货的准时性。传统的大批量购方式是由企业购人员通知供应商送货,购员需要花费较多的时间和各家供应商进行沟通来确保供应商送货以满足企业生产需求。
3.3购批次和物流运输方式
关于购批次和物流运输方式,JIT购批次多,数量少,物流运送较为频繁。传统的大批量购批次少,数量多,物流运输次数相对较少。
3.4库存管理方式
在库存管理方式上,JIT购要求企业需要什么,何时需要,供应商按照要求直接送货到需求点上,原材料和外购件库存压力在供应商一方。传统大批量购是面向库存的管理模式,供应商大批量送货,以一定的库存来保证企业生产运作,库存压力在企业一方。
3.5包装要求
对于购件包装要求,JIT购用标准的、特定规格的,并且可循环使用的容器包装,节约产品成本。传统大批量购用纸箱等不可重复使用的容器包装,此类包装也无特定要求。
3.6进货检验方式
关于进货检验,由于JIT购方式对于供应商质量要求严格,所购的原材料、外购件质量有保证,同时,JIT购要求供应商在需求点上供货,供应商送货无需进货检验,从而缩短了购周期,提高了生产效率。传统的大批量购方式要求供应商每次送货都需安排进货检验。
进入21世纪,由于世界经济发展迅速,市场经济的全球化迫切需要我们取先进有效的管理方式来保证企业的持续稳定发展,JIT生产管理方式的出现是全球经济发展的产物。JIT先进科学的管理模式广泛应用于国内企业,使企业利润得以最大化,它对于企业融入国际市场,迈向国际化,具有十分重要的意义。JIT生产管理是综合复杂的管理体系,它涉及企业人力,技术,研发,生产,销售,物流,供应,质量等各部门,将JIT思想纳入企业整体战略运作,在实践中不断改善和提高,逐渐形成适合企业自身特点的管理模式,减少企业浪费,降低企业成本,实现真正意义上的精益生产。JIT管理模式对我国企业的改革有着借鉴作用,它不但提高了 企业管理 水平,提升企业市场竞争力,而且实现企业效益最大化。JIT所具有的先进性和优越性,在电子商务和信息 网络技术 的支持下,在全球市场上立于不败之地。
参考文献:
1、__刚.基于JIT理论的供应链购模式探析[J].物流技术,2007.08期.
2、董国强,张翠华,马林.基于JIT理论的供应链购模式分析[J].现代管理科学,2006年02期.
3、周小庄.制造企业库存成本控制的JIT 方法 研究[D].同济大学,2007年.
4、沈梅梅.基于供应链管理的JIT购的理论与实践.哈尔滨工业大学, 2007
5、赵禹骅,周小庄. JIT供应实现的必要条件.科技管理研究,2006年04期
6、曲昊月,初建环,J1T 模式对供应链购管理的优化[J]商业经济,2004.04
7、李建民,供应链管理环境下的准时化购 [J]物流技术,2007.12
8、杜鹏,王炬香,JIT 环境下供需购模型的研究[J]运筹与管理, 2008.04
9、Bruce Ferric, Planning Just-in-time Supply Operations A Multiple case
Analysis [J] Journal of Business Logistics, vol.15, No.1, 1994
10、Neil. G, Management control in supply chain JIT, Proceedings of the
Fourth International Conference on JIT Manufacturing 1989
作者:过嘉藻 东南大学经济管理学院工商管理硕士在读就职单位:无锡市欧特姆机械制造厂
点击下页还有更多>>>丰田jit管理论文
我想大家对于上图是非常熟悉的,这就是著名的丰田屋,非常形象地、简洁地揭示了丰田生产系统(TPS)的理念和体系。其中最重要的是两个支柱,即准时化生产(JIT)和自働化(JIDOKA)。TPS的鼻祖大野耐一曾说JIT是丰田喜一郎发明的,Jidoka是丰田公司创始人丰田佐吉发明的。我个人觉得这种说法并不完全准确。。
首先我们看一下JIT,在1940s年代,丰田汽车的效率是很低的,只有美国汽车工业的1/9, 其中一个重要原因是零部件供货缺乏管理,那个时候也没有MRP/ERP之类的管理软件,所以外协厂的零部件到达丰田总装厂的时间是随意的。这就造成这样一种窘况,汽车装配线由于零部件不能同时到位,有的零件到了很多,而有的零件还没到,从而不能生产,每个月的前20天几乎没办法生产,只有在后边10天才能生产。丰田喜一郎基于这种现状提出来说,如果零部件能够及时到达总装线,那么总装厂的生产率会大幅度提高。其实,丰田喜一郎所说的及时到货和大野耐一所倡导的准时化(JIT)是两个概念。那么,大野耐一为什么要把JIT归功于丰田喜一郎呢?
第一,我想是因为个人感情吧,当初大野耐一在1932年从名古屋高等工业学校的机械专业毕业时,由于经济不景气一时找不到工作,因为大野耐一的父亲认识丰田喜一郎,大野耐一才得以进入丰田纺织工作。大野耐一之所以把JIT概念归功于丰田喜一郎是感谢他的知遇之恩吧。
第二,丰田汽车的员工对丰田喜一郎是无比尊重的。当年,大野耐一在推导JIT时,遇到了很大阻力,如果JIT是丰田喜一郎当年倡导的理念,那么在推广起来就容易多了。这也许是大野耐一的一个策略吧。
我们再看自働化(JIDOKA),大野耐一说从丰田佐吉发明的自动织布机在经线断开或纬线用完时会自动停机,避免产生不良的产品得到启发,从而提出了“自働化(JIDOKA)”的概念。把“具有人的部分智能的自动化设备"称为自働化装置(JIDOKA)”。也就是在异常发生时能够自动停机,并通知操作员来处理,主要利用暗灯技术和新乡重夫发明的防错技术(POKA-YOKE)来实现的。大野耐一在此基础上,把JIDOKA的理念扩展到手工的装配线,操作工可以在生产线发生异常时有权力把生产线停下来。从这个含义上来讲,“自働化(JIDOKA)”某种程度上与丰田佐吉老先生有关系,但整个理念是由大野耐一提出并付诸实施的。“自働化”实现了人机的彻底分离,从而可以实现“一人多机”和“少人化”生产。
丰田屋我们都很熟悉,但也有很多误解,下次我们就丰田屋展开一下。
2021-8-13
声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。











